
Playing off our last topic, some might argue that there is another boiler type, or classification, to consider. In today’s article, we will discuss the difference between saturated and superheated steam boilers, and the applications that they are most commonly used for.
Let’s begin by talking about the science behind these two types of steam. Simply put, when water is heated to its boiling point, it will begin to vaporize and saturated steam is produced. Superheated steam occurs when the water is continually heated to temperatures beyond the boiling point, without any increase in pressure. Also known as dry steam, superheated steam has a much lower density and produces zero condensate.
As with the other types of boilers previously discussed, saturated and superheated steam boilers each have their own unique advantages and disadvantages and are better geared for certain applications over others. Saturated steam has a high density and is an excellent heating source. Commonly utilized in food processing, sterilization, district heating, and pulp & paper processing, saturated steam has the following advantages:
- Produces fast and even heating due to latent heat transfer
- The temperature can quickly be established through the control of pressure
- Has a high heat transfer coefficient, which requires a smaller heat transfer surface and in turn, allows for reduced initial
- equipment costs
Superheated steam is not typically utilized in heat transfer applications. However, due to its dry composition and ability to cool while remaining in the same physical state, it can be extremely versatile and is most commonly utilized in refineries, for generating electricity, and for powering turbines.
Superheated steam is ideal for powering turbines for the following reasons:
- The dry steam allows for steam-driven equipment to function effectively and efficiently (while condensate from wet steamwould negatively affect performance of the equipment)
- Improves thermal efficiency and work capabilities of turbines
- Contains zero condensate, minimizing the risk of corrosion and erosion damage
With a low heat transfer coefficient that is equivalent to that of air, superheated steam has more energy and can work harder than saturated steam, but the heat content is less useful. In addition, boilers that are built to produce superheated steam require more expensive components on the boiler system, in comparison to a saturated steam boiler. Therefore, it is extremely important to do your homework ahead of time to determine which type of steam is best suited for your particular application.
Did you know that Nationwide Boiler maintains a fleet of both saturated and superheated steam boilers for rent and for sale? In fact, we own the World’s Largest 125,000 lb/hr saturated steam mobile boiler, and the World’s Largest 110,000 lb/hr superheated steam mobile boiler! Visit our website at nationwideboiler.com to learn more.
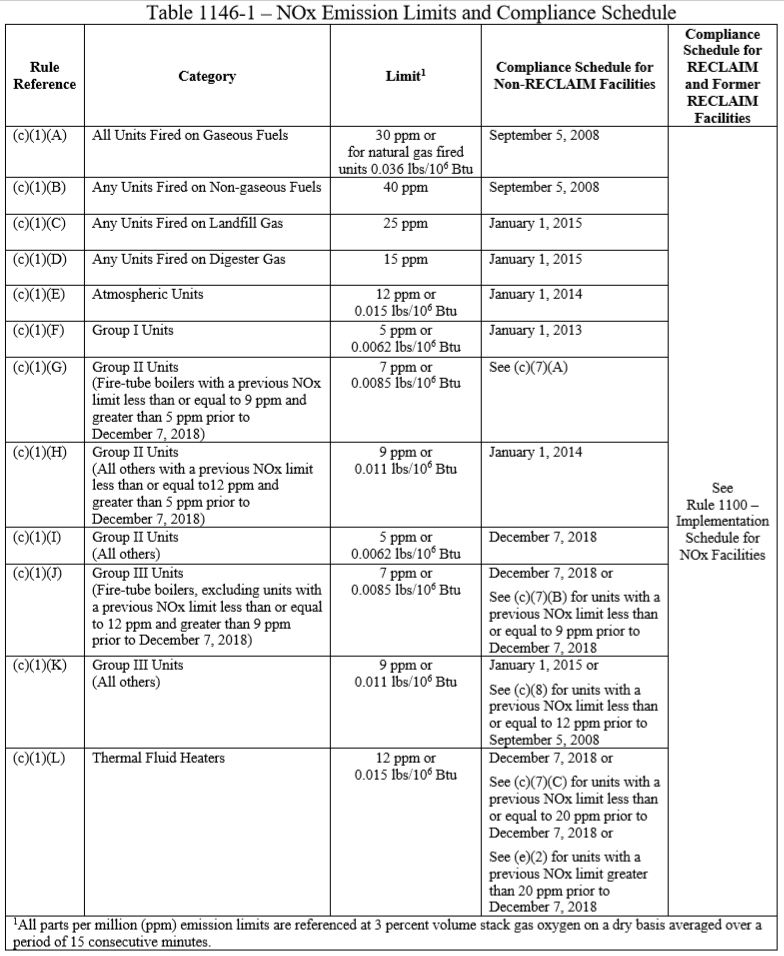 Within the RECLAIM standards, Rule 1146 outlines specific guidelines for boilers, steam generators, and process heaters that have a heat input of 5 mmBtu/hr or greater, that are utilized in all industrial, institutional, and commercial operations. This rule has changed several times, and at the end of 2018, another revision to the rule was adopted. All Group 1 units (>/= 75MMBTu/hr) as well as Group II units (20 - 75 MMBTu/hr) with an existing permit limit greater than 2 ppm must comply with a 5 ppm NOx limit. In addition, facilities that qualify must be in compliance by 2022 – 2023. The table below outlines all equipment and current limits based on category and heat input.
Within the RECLAIM standards, Rule 1146 outlines specific guidelines for boilers, steam generators, and process heaters that have a heat input of 5 mmBtu/hr or greater, that are utilized in all industrial, institutional, and commercial operations. This rule has changed several times, and at the end of 2018, another revision to the rule was adopted. All Group 1 units (>/= 75MMBTu/hr) as well as Group II units (20 - 75 MMBTu/hr) with an existing permit limit greater than 2 ppm must comply with a 5 ppm NOx limit. In addition, facilities that qualify must be in compliance by 2022 – 2023. The table below outlines all equipment and current limits based on category and heat input.